English
English Español
Español русский
русскийNews
Content
- 1 What Is a PU Coating? The Direct Answer
- 2 How the PU Coating Process Works
- 3 Key Performance Properties of PU Coated Fabrics
- 4 PU Coating vs PVC Coated Fabrics: A Detailed Comparison
- 5 Common Applications of PU Coated Fabrics
- 6 Types of PU Coating: Solvent-Based vs Water-Based vs 100% Solid
- 7 Environmental Considerations: PU Coating vs PVC Coated Fabrics
- 8 How to Identify Whether a Fabric Has a PU Coating
- 9 Care and Maintenance of PU Coated Fabrics
- 10 Selecting Between PU Coating and PVC Coated Fabrics for Your Application
What Is a PU Coating? The Direct Answer
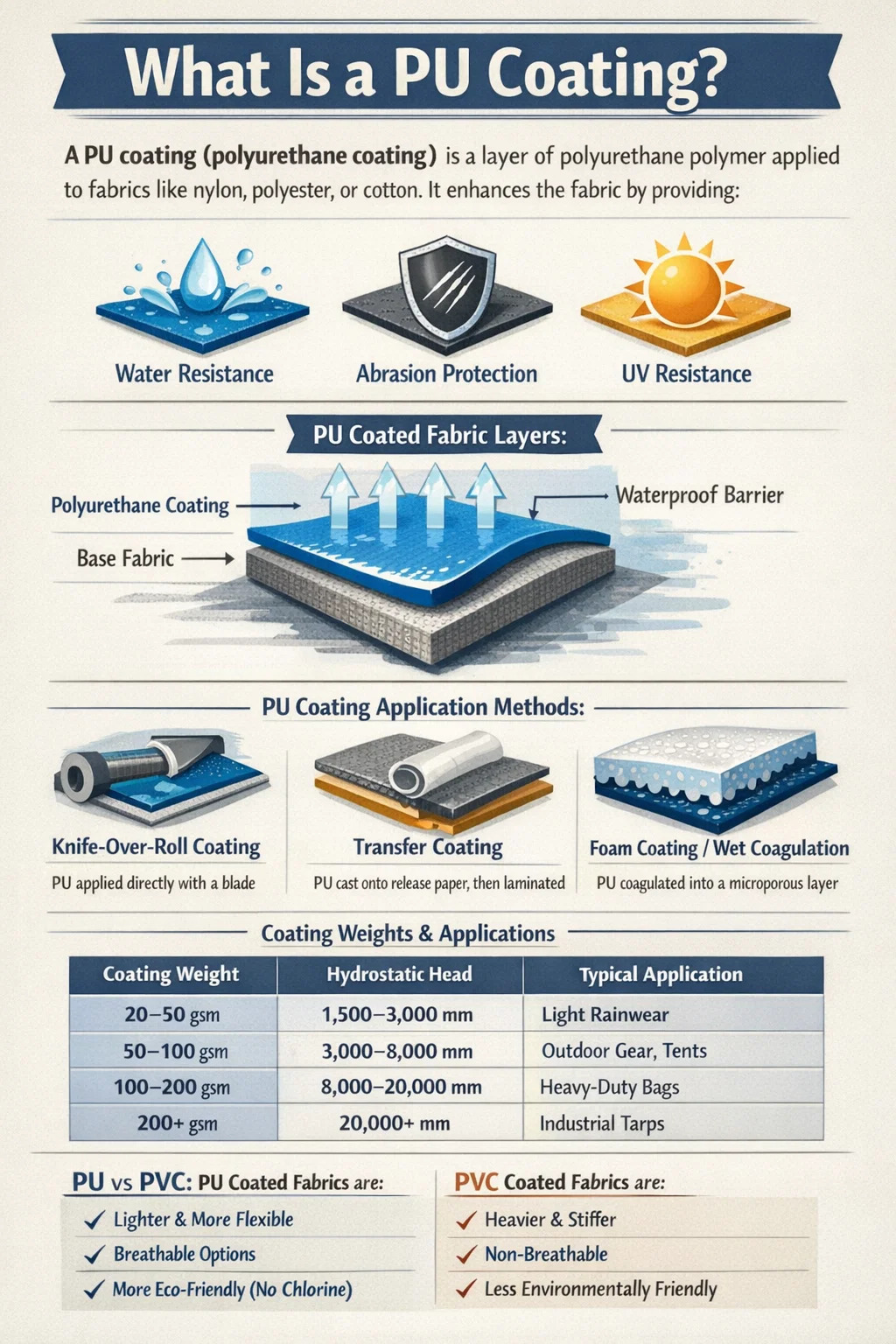
A PU coating — short for polyurethane coating — is a layer of polyurethane polymer that is applied directly onto a base fabric, such as nylon, polyester, or cotton, to enhance its performance properties. The coating bonds chemically and mechanically to the textile surface, creating a continuous, flexible film that resists water penetration, abrasion, and in many formulations, ultraviolet degradation.
In practical terms, when you handle a PU-coated fabric, you are touching a material that has been engineered to behave very differently from its uncoated counterpart. The polyurethane layer typically ranges from 0.05 mm to over 1.5 mm in thickness, depending on the end use — a lightweight rainwear fabric might receive a thin coating of just 20–30 grams per square metre (gsm), while a heavy-duty industrial tarpaulin might carry a coating exceeding 200 gsm.
The chemistry behind PU coatings involves urethane linkages — bonds formed by reacting an isocyanate group with a hydroxyl group. These linkages give polyurethane its characteristic combination of strength and elasticity, which is why PU-coated fabrics can stretch without cracking and flex repeatedly without delaminating. This sets polyurethane coatings distinctly apart from older coating technologies, including PVC coated fabrics, which we will address in detail below.
How the PU Coating Process Works
Understanding what PU coating is also requires knowing how it is applied, because the manufacturing method significantly affects the final product's performance. There are three primary application techniques used in commercial fabric production:
Knife-Over-Roll Coating
This is the most widely used method for PU-coated fabrics in technical textiles. The fabric is fed under a fixed blade (the knife), and a polyurethane solution — dissolved in a solvent or supplied as a waterborne dispersion — is metered onto the surface at a precise thickness. The coated fabric then passes through a drying oven where the solvent evaporates or the water-based dispersion cures, leaving behind the solid polyurethane film. Knife-over-roll produces a uniform, controllable coating weight and is standard for garment fabrics, bag linings, and upholstery textiles.
Transfer Coating (Cast Coating)
In transfer coating, the polyurethane is first cast onto a release paper in multiple layers, then laminated onto the base fabric under heat and pressure. The release paper is stripped away, leaving the PU surface exposed. This method allows manufacturers to create very smooth, consistent surfaces that closely mimic leather — which is why nearly all synthetic leather and artificial leather products (sometimes called PU leather) are made using this technique. The surface texture of the final product is determined entirely by the embossing pattern on the release paper, giving designers enormous flexibility.
Foam Coating and Wet Coagulation
Wet coagulation — also called wet process coating — involves applying a polyurethane solution to the fabric and then immersing it in a water bath. The water causes the polyurethane to coagulate into a microporous structure that allows moisture vapour to pass through while blocking liquid water. This is the process behind many breathable PU-coated fabrics used in hiking and outdoor gear. The resulting microporous PU layer can achieve moisture vapour transmission rates (MVTR) of 3,000–8,000 g/m²/24hr, depending on pore size and coating weight — a critical metric for breathable waterproof fabrics.
Key Performance Properties of PU Coated Fabrics
PU-coated fabrics deliver a specific set of performance characteristics that make them suitable for a wide range of demanding applications. These properties are not simply marketing claims — they are measurable outcomes of the polyurethane's molecular structure.
| Coating Weight (gsm) | Hydrostatic Head (mm) | Typical Application | Breathability |
|---|---|---|---|
| 20–50 | 1,500–3,000 | Light rainwear, fashion jackets | High |
| 50–100 | 3,000–8,000 | Outdoor gear, backpacks, tents | Moderate |
| 100–200 | 8,000–20,000 | Heavy-duty bags, marine covers | Low |
| 200+ | 20,000+ | Industrial, inflatable structures | Minimal |
Waterproofing and Hydrostatic Resistance
PU coatings create a continuous film on the fabric surface that physically blocks liquid water from passing through. The waterproofing level is measured by the hydrostatic head test (ISO 811), where water pressure is applied to the fabric surface until three drops pass through. A standard PU-coated outdoor jacket fabric typically achieves a hydrostatic head of 1,500–3,000 mm, while heavier technical fabrics used in tarpaulins and inflatables can exceed 20,000 mm. For context, a hydrostatic head of 1,500 mm is generally considered sufficient for light rain, while serious mountaineering gear requires 10,000 mm or more.
Flexibility and Drape at Low Temperatures
One of the most technically significant advantages of polyurethane over alternative coating materials is its ability to remain flexible at low temperatures. Standard PU coatings remain supple down to approximately -30°C to -40°C, depending on the specific formulation. This low-temperature flexibility is a direct result of the polyurethane's soft segment chemistry — long-chain polyols that act as molecular springs within the polymer network. In practical terms, this means PU-coated fabrics can be used in cold-weather gear, refrigerated transport covers, and polar expedition equipment without cracking or stiffening.
Abrasion Resistance and Tensile Strength
PU coatings significantly improve the abrasion resistance of the base fabric. In Martindale abrasion tests, PU-coated fabrics commonly record 50,000–100,000+ cycles before visible surface degradation, depending on the coating thickness and base fabric construction. This makes PU-coated textiles well-suited for applications involving repeated friction — upholstery, bags, footwear, and protective gear. The tensile strength of the composite — coating plus fabric — is governed primarily by the base fabric, but the PU layer provides substantial support against surface damage and delamination.
UV and Chemical Resistance
Aliphatic polyurethane formulations — those using aliphatic isocyanates such as HDI or IPDI — offer strong resistance to UV degradation and do not yellow significantly over time. This makes aliphatic PU coatings the preferred choice for outdoor awnings, marine upholstery, vehicle covers, and any application involving prolonged sun exposure. Aromatic PU coatings, which use aromatic isocyanates like MDI or TDI, are less UV-stable and typically used in interior applications or where the coating will be protected from direct sunlight. Both types offer reasonable resistance to mild acids, alkalis, and many organic solvents, though aggressive chemical exposure should be evaluated case by case.
PU Coating vs PVC Coated Fabrics: A Detailed Comparison
PVC coated fabrics have been the dominant material in many technical textile sectors for decades, particularly in applications such as truck curtainsiders, industrial tarpaulins, inflatable structures, and heavy-duty covers. Understanding the real differences between PU coating and PVC coated fabrics is essential for selecting the right material for any given application.
PVC (polyvinyl chloride) coated fabrics are produced by calendering or knife-coating PVC compounds onto woven or non-woven base fabrics, typically polyester or glass fibre. The PVC compound contains the base polymer plus plasticisers (typically phthalates or non-phthalate alternatives), stabilisers, fillers, and pigments. The plasticisers are what give PVC its flexibility — without them, PVC would be the rigid plastic used in plumbing pipes. This reliance on plasticisers creates a fundamental limitation that PU coatings do not share.
| Property | PU Coated Fabric | PVC Coated Fabric |
|---|---|---|
| Low-temperature flexibility | Excellent (to -40°C) | Moderate (stiffens below -15°C) |
| Weight (per sq. metre) | Lower (150–600 gsm typical) | Higher (400–1,200+ gsm typical) |
| Breathability | Achievable (microporous PU) | Not achievable |
| Plasticiser migration | None (no plasticisers used) | Yes — can cause stiffening over time |
| Hydrolysis resistance | Moderate (formulation-dependent) | Excellent |
| Environmental profile | More favourable (no chlorine) | Chlorine content, plasticiser concerns |
| Cost (raw material) | Generally higher | Generally lower |
| Chemical resistance | Good | Very good to excellent |
| Welding (RF/hot air) | Hot air weld only | RF and hot air weld |
| Fire retardancy options | Achievable with additives | Inherent (chlorine content) |
Why Plasticiser Migration Matters in PVC Coated Fabrics
One of the most significant long-term performance differences between PU coating and PVC coated fabrics concerns the behaviour of plasticisers in PVC over time. Plasticisers in PVC compounds are not chemically bonded to the polymer — they are physically dispersed within it. Over years of service, particularly in conditions of heat, UV exposure, or contact with oils and solvents, these plasticisers migrate out of the PVC layer. The result is a fabric that progressively stiffens, develops surface crazing, and loses the flexibility it had when new. This phenomenon, commonly called plasticiser bloom or plasticiser migration, is a known limitation of PVC coated fabrics that PU coatings entirely avoid, since PU does not require plasticisers to remain flexible.
Where PVC Coated Fabrics Still Lead
Despite the advantages of PU coatings in many performance areas, PVC coated fabrics retain real competitive advantages in specific applications. For large industrial tarpaulins — covering construction sites, lorry loads, and stockpiles — PVC coated fabrics offer a cost-per-square-metre that is difficult to match with polyurethane. In inflatable structures such as advertising columns, bouncy castles, and rescue boats, PVC's ability to be radio-frequency (RF) welded is extremely valuable: RF welding creates bonds that are stronger and faster to produce than hot-air welding, which is the standard joining method for PU fabrics. PVC coated fabrics also maintain superior performance in sustained contact with harsh chemicals, fuels, and lubricants, which makes them the material of choice in certain industrial protective applications.
Common Applications of PU Coated Fabrics
PU coating is used across an exceptionally wide range of end-use markets, from fashion and sportswear to demanding industrial and military applications. The specific properties of the polyurethane layer are tailored by formulation chemists to meet the requirements of each market.
Outdoor and Activewear
PU-coated fabrics are ubiquitous in outdoor performance clothing. Waterproof-breathable jackets — the kind used in hiking, skiing, trail running, and cycling — almost universally feature a PU coating or PU membrane as the waterproofing element. The global waterproof breathable textiles market, of which PU coating is the dominant technology, was valued at approximately USD 1.9 billion in 2022 and is projected to exceed USD 3 billion by 2030, reflecting sustained strong demand. Lightweight pack-away jackets often use fabrics with PU coatings as light as 20–30 gsm, achieving hydrostatic heads above 10,000 mm at a total fabric weight well under 100 gsm per square metre.
Bags, Luggage, and Fashion Accessories
PU leather — a fabric made using the transfer coating process described earlier — has become one of the most commercially important applications of polyurethane technology. Fashion brands across every market segment from mass market to luxury use PU leather for bags, shoes, belts, and wallets. The global PU synthetic leather market exceeded USD 30 billion in 2022, with apparel and accessories accounting for the largest share. For technical bags, PU-coated woven fabrics offer a combination of light weight, water resistance, and clean aesthetics that makes them preferable to heavier PVC alternatives in everything from laptop bags to camera cases.
Upholstery and Furniture
Contract and domestic upholstery represent a large and growing application area for PU-coated fabrics. Healthcare settings are a particularly important market: hospital chairs, examination tables, and medical device covers require fabrics that can be repeatedly cleaned with disinfectants without surface degradation. PU coatings rated for healthcare use typically pass ISO 10993 biocompatibility testing and can withstand over 25,000 cleaning cycles with hospital-grade disinfectants without cracking or delaminating, a standard that many PVC products struggle to meet consistently over time due to plasticiser loss. Automotive interiors are another major segment: door panel inserts, seat trim, and headrests made from PU-coated fabrics offer the premium appearance of leather at a fraction of the cost.
Industrial and Technical Textiles
In industrial contexts, PU coatings are applied to fabrics used in safety harnesses, protective gloves, conveyor belt covers, and filtration media. The combination of flexibility and abrasion resistance makes PU particularly suitable for safety harnesses and fall-arrest equipment, where the coating must withstand repeated flexing and friction without cracking. Tents and temporary structures — from festival marquees to military field shelters — commonly use PU-coated fabrics that balance waterproofing performance with light weight, making them easier to transport and erect than equivalent PVC coated fabric structures.
Marine and Outdoor Covers
Marine applications demand materials that withstand saltwater, UV radiation, and wide temperature variations. Aliphatic PU coatings have become standard in the marine upholstery sector because they resist UV yellowing and maintain their flexibility in both cold winter storage conditions and hot summer sun. Boat covers, bimini tops, and cockpit cushions all benefit from the long-term colour stability and non-cracking performance that aliphatic PU formulations deliver. This is an area where PU coating has substantially displaced older PVC coated fabric products over the past two decades as customers have prioritised material longevity.
Types of PU Coating: Solvent-Based vs Water-Based vs 100% Solid
Not all PU coatings are chemically identical, and the system used — solvent-based, water-based, or 100% solid — has significant implications for performance, environmental footprint, and regulatory compliance.
Solvent-Based PU Coatings
Traditional PU coatings use DMF (dimethylformamide) or other organic solvents to dissolve the polyurethane resin for application. Solvent-based systems produce coatings with excellent adhesion, density, and performance consistency, and they remain the dominant technology for high-end PU synthetic leathers and performance technical fabrics. However, DMF is a reproductive toxin classified under REACH regulations in the European Union, and its use is subject to strict occupational exposure limits and recovery requirements. Many brands and retailers — particularly in the European and North American markets — now require their supply chains to use DMF-free or water-based PU coatings, driving substantial investment in alternative technologies.
Water-Based PU Coatings
Water-based (waterborne) polyurethane dispersions have seen rapid development over the past fifteen years and now represent the fastest-growing segment of the PU coating market. In waterborne systems, the polyurethane is dispersed in water rather than dissolved in an organic solvent. The coated fabric is dried in an oven, and the water evaporates, leaving the PU film behind. Modern waterborne PU coatings achieve performance levels — hydrostatic head, abrasion resistance, adhesion — that are within 10–15% of equivalent solvent-based systems for most garment and bag applications, while carrying substantially lower VOC (volatile organic compound) emissions and no DMF. For brands seeking OEKO-TEX, bluesign, or similar sustainability certifications, waterborne PU systems are often the preferred or mandatory choice.
100% Solid PU Systems
Hot-melt and reactive hot-melt PU systems are applied as 100% solids — there is no solvent or water carrier to evaporate. These systems are used primarily in lamination processes where the PU acts as both an adhesive and a functional coating layer. Reactive PU hot melts crosslink after application, creating a highly durable bond that is resistant to hydrolysis and chemical attack. While not as widely used as solution or dispersion systems for surface coatings, 100% solid systems are growing in importance as the industry seeks to eliminate solvents entirely from the coating process.
Environmental Considerations: PU Coating vs PVC Coated Fabrics
Environmental performance has become an increasingly important dimension of material selection in the textile industry, and the difference between PU coating and PVC coated fabrics is substantial when examined across the full product lifecycle.
PVC coated fabrics present several environmental challenges that the industry has been working to address for decades. The PVC polymer itself contains approximately 57% chlorine by weight, and chlorine chemistry is associated with the potential formation of persistent organic pollutants (including dioxins) during production and, particularly, during incineration at end of life. The plasticisers traditionally used in PVC formulations — primarily phthalates such as DEHP, DBP, and BBP — have been identified as endocrine disruptors and are restricted under REACH in the EU and under various regulations in other markets. While many manufacturers have moved to non-phthalate plasticisers such as DINP, DIDP, and bio-based alternatives, the fundamental challenge of plasticiser migration over the product lifetime remains.
PU coatings are not without their own environmental footprint. The isocyanates used in polyurethane production are toxic precursors requiring careful handling, and solvent-based PU systems generate VOC emissions and hazardous waste solvent streams. However, PU coatings contain no chlorine and no phthalates, and they are not associated with dioxin formation at end of life. Waterborne PU systems specifically have a substantially lower environmental burden than solvent-based PU or standard PVC coated fabric production. Bio-based polyurethanes — derived from plant-based polyols — are also commercially available and are growing in adoption in sectors where sustainability certification is a priority.
End-of-life disposal presents challenges for both material types. Coated fabrics are composite structures — polymer coating bonded to a base fabric — and this makes mechanical recycling technically difficult. However, chemical recycling processes for PU-coated polyester fabrics are under active development, with several European and Japanese projects demonstrating viable delamination and glycolysis routes that can recover both the polyurethane and polyester components for reuse.
How to Identify Whether a Fabric Has a PU Coating
For buyers, product developers, and end users, determining whether a fabric carries a PU coating — and distinguishing it from a PVC coated fabric or a laminated fabric — is a practical question that arises frequently. There are several approaches, ranging from simple sensory assessment to laboratory analysis.
- Touch and flexibility test: PU-coated fabrics typically feel softer and more supple than PVC coated fabrics of similar weight. At room temperature, PU coatings have a natural, slightly warm feel; PVC-coated fabrics feel cooler and stiffer. At temperatures below 0°C, PVC-coated fabrics stiffen noticeably while PU coatings remain flexible — a simple cold test can help distinguish between the two.
- Weight comparison: PVC coated fabrics are almost always heavier than PU-coated fabrics with similar functional properties, due to the higher density of the PVC compound and the greater coating weights typically used.
- Burn test: When a small piece of PVC-coated fabric is burned, it produces a distinctive acrid, chlorine-containing smell (similar to burning plastic bottles). PU-coated fabrics burn more cleanly, without the chlorine odour. This is a rough-and-ready field test that should only be done with small samples in well-ventilated conditions.
- Solvent test: DMF (dimethylformamide) will dissolve solvent-based PU coatings relatively quickly, but has minimal effect on PVC. Acetone attacks some PU formulations but not PVC. These tests are indicative but not definitive, as crosslinked PU systems can resist solvent attack.
- Laboratory analysis: For definitive identification, FTIR (Fourier Transform Infrared Spectroscopy) analysis of the coating surface produces a chemical fingerprint that unambiguously identifies polyurethane vs PVC vs acrylic and other coating types. XRF (X-ray fluorescence) analysis will detect chlorine if PVC is present. These methods are standard in quality control and compliance testing laboratories.
Care and Maintenance of PU Coated Fabrics
PU-coated fabrics require specific care practices to preserve their performance and extend their service life. Unlike PVC coated fabrics, which are generally more tolerant of harsh cleaning methods, PU coatings can be degraded by prolonged exposure to certain conditions.
Washing and Cleaning
Most PU-coated garment fabrics can be machine washed at 30°C or 40°C using a gentle cycle, but should not be tumble dried at high heat, which can cause the coating to delaminate or crack over time. Dry cleaning using certain solvents (particularly perchloroethylene) can damage PU coatings and should be avoided. For technical fabrics — tents, backpacks, and waterproof covers — gentle hand washing or sponging with mild soap is preferable to machine washing, as agitation and heat can accelerate the hydrolysis of certain PU formulations.
The Hydrolysis Issue
Hydrolysis — the breakdown of the PU polymer chain by water at elevated temperature — is the most common failure mode of PU-coated fabrics over time. Ester-based polyurethane formulations are particularly susceptible to hydrolysis, especially when stored in warm, humid conditions. When hydrolysis occurs, the PU coating loses its integrity and begins to flake or peel away from the base fabric — a phenomenon that is familiar to anyone who has owned an older rucksack or rain jacket that has started to shed a sticky white material. Ether-based and polycarbonate-based PU formulations have substantially better hydrolysis resistance than ester-based PU, and for applications involving sustained humidity or moisture exposure, these chemistries are strongly preferred. Storing PU-coated items clean, dry, and away from extreme heat significantly extends their service life.
DWR Reapplication for Waterproof Garments
PU-coated waterproof garments typically carry a DWR (durable water repellent) treatment on the outer fabric surface, in addition to the waterproof PU coating or membrane. The DWR causes water to bead on the surface rather than soaking into the outer fabric, which would reduce breathability by blocking the surface through which vapour must pass. DWR treatments deplete with washing and abrasion, and should be periodically renewed using spray or wash-in DWR products. Without DWR, a PU-coated garment can still be waterproof — the PU layer itself blocks liquid water — but the breathability performance will be significantly compromised as the outer fabric "wets out".
Selecting Between PU Coating and PVC Coated Fabrics for Your Application
Choosing between PU coating and PVC coated fabrics is not a question with a single universal answer — it depends on the specific performance requirements, cost constraints, environmental objectives, and service conditions of the application in question. The following framework covers the most common decision scenarios.
- Choose PU coating for garments, wearable accessories, lightweight outdoor equipment, breathable waterproofs, healthcare upholstery, marine upholstery, cold-climate applications, and any product where light weight, soft hand, or breathability is a differentiating requirement. PU is also the correct choice where environmental certification (bluesign, OEKO-TEX, REACH compliance) is essential to market access.
- Choose PVC coated fabrics for large-scale industrial tarpaulins, heavy-duty inflatable structures where RF welding is required, applications involving sustained aggressive chemical exposure, and cost-driven applications where the higher raw material cost of PU cannot be justified by performance gains. PVC coated fabrics also remain preferable where inherent fire retardancy is required without costly additives.
- Evaluate hydrolysis risk carefully for any application where PU-coated fabrics will be stored for extended periods in warm, humid environments — particularly ester-based PU products. If long storage life is critical, polycarbonate or ether-based PU formulations, or PVC coated fabrics, will deliver better long-term stability.
- Consider total cost of ownership rather than unit price alone: PU coatings typically cost more per square metre than PVC coated fabrics at equivalent functional performance levels, but their lower weight can reduce shipping and handling costs, and their superior flexibility can reduce replacement rates in applications involving repeated flexing.
The overall trajectory in the technical textiles industry is clear: regulatory pressure, sustainability requirements from major brands, and ongoing improvements in waterborne PU technology are all pushing the market towards greater adoption of PU coating at the expense of PVC coated fabrics. The rate of this transition varies considerably by application sector, but it is a sustained long-term trend rather than a temporary shift.