English
English Español
Español русский
русскийNews
Content
- 1 What Is Coated Fabric — The Direct Answer
- 2 The Structure of PVC Coated Fabrics: What's Actually Inside
- 3 How PVC Coated Fabrics Are Manufactured
- 4 Types of PVC Coated Fabrics and Their Specifications
- 5 Key Properties That Define PVC Coated Fabric Performance
- 6 Where PVC Coated Fabrics Are Used: Industry Applications
- 7 PVC Coated Fabric vs. Other Coated Fabrics: Key Differences
- 8 How to Choose the Right PVC Coated Fabric for Your Application
- 9 Environmental Considerations and the Future of PVC Coated Fabrics
- 10 Caring for and Maintaining PVC Coated Fabrics
What Is Coated Fabric — The Direct Answer
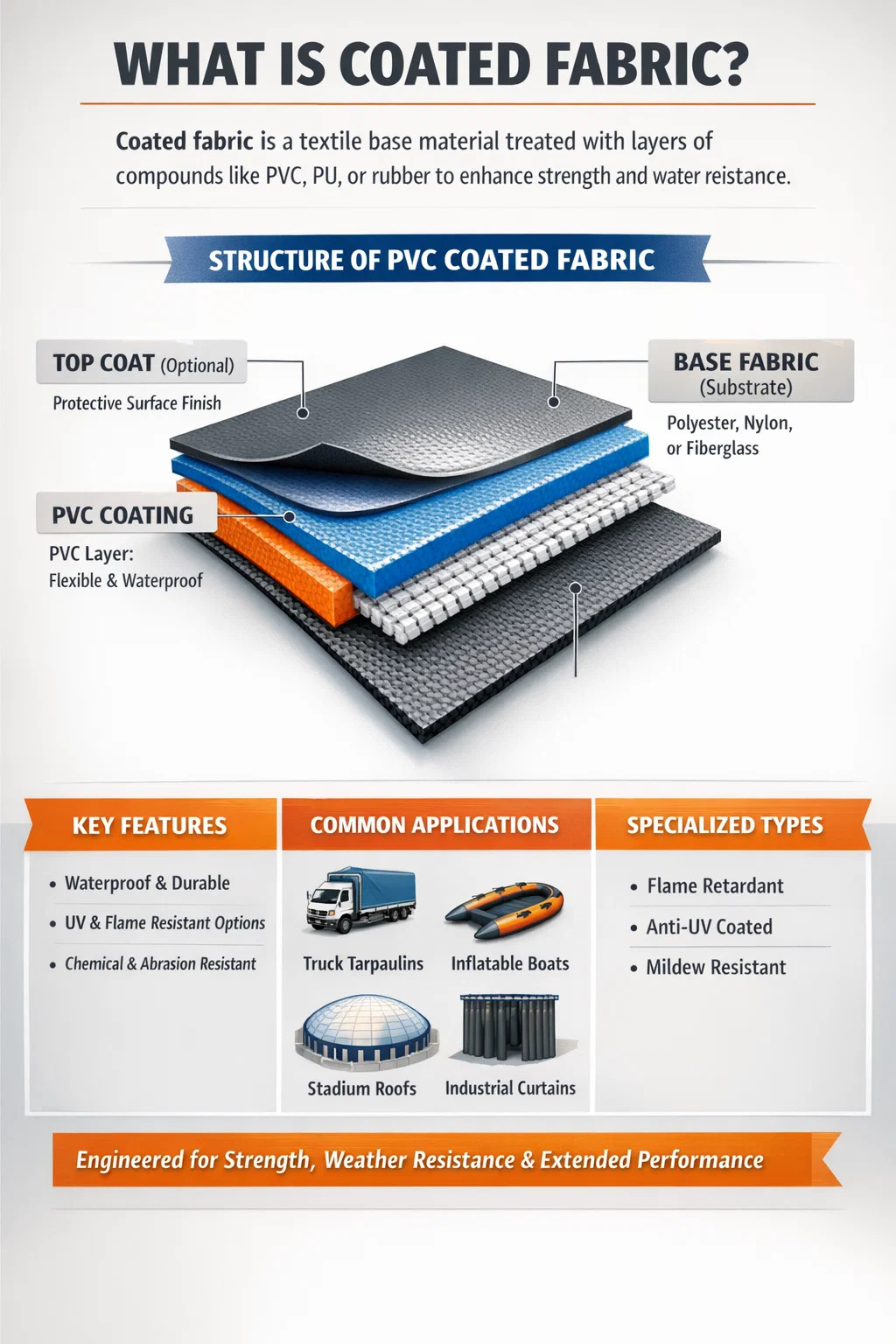
Coated fabric is a textile material that has been treated with one or more layers of a chemical compound — most commonly PVC (polyvinyl chloride), polyurethane (PU), acrylic, or rubber — applied directly to one or both surfaces of a base fabric. The coating bonds with the substrate to produce a composite material that is stronger, more water-resistant, more durable, and more functional than the uncoated base textile alone.
PVC coated fabrics are the most widely produced type of coated fabric in the world, accounting for a significant share of global technical textile output. The base fabric — typically polyester, nylon, or fiberglass — provides tensile strength, while the PVC layer delivers weather resistance, chemical resistance, and surface durability. The result is a material used in everything from truck tarpaulins and stadium roofing to inflatable boats and hospital bed covers.
Understanding what coated fabric is requires understanding both its structure and the reason coatings exist: to extend performance far beyond what raw textiles can deliver on their own.
The Structure of PVC Coated Fabrics: What's Actually Inside
PVC coated fabric is not a single material — it is a layered system. Each layer serves a distinct engineering purpose, and the final product's performance depends on how well these layers work together.
The Base Fabric (Substrate)
The substrate is the structural backbone of any PVC coated fabric. Polyester yarns are by far the most common choice, used in over 80% of commercial PVC coated fabric applications. High-tenacity polyester provides excellent tensile strength, low elongation, good dimensional stability, and resistance to UV degradation. Woven constructions — plain weave, ripstop, or Oxford weave — are most common because they distribute load evenly across the fabric surface.
The thread count and yarn denier of the substrate directly determine the fabric's weight class and mechanical strength. A 1000D (denier) polyester base fabric will produce a significantly heavier and stronger final product than a 300D base, even when coated with the same PVC formulation.
The PVC Coating Layer
PVC (polyvinyl chloride) is applied to the substrate as a plastisol — a liquid dispersion of PVC resin particles in a plasticizer. When heated, the plastisol fuses into a continuous, flexible film that encapsulates the substrate yarns. The coating can be applied to one side (single-coated) or both sides (double-coated), and the total coating weight is typically measured in grams per square meter (gsm).
A typical heavy-duty PVC coated tarpaulin fabric might have a total weight of 650 gsm to 1100 gsm, with the PVC coating accounting for 60–75% of that total weight. Lighter grades used for inflatable products or protective clothing might weigh as little as 300–450 gsm.
Plasticizers and Additives
Raw PVC is rigid and brittle. To make it flexible enough for fabric applications, plasticizers — most commonly DINP (diisononyl phthalate) or DIDP — are blended into the formulation in ratios of 40–60 parts per 100 parts of PVC resin. Additional additives include UV stabilizers to prevent degradation from sunlight, flame retardants to meet fire safety standards, fungicides to resist mold and mildew, and pigments to provide color.
The specific additive package determines what certifications the finished PVC coated fabric can achieve — whether it meets REACH regulations, DIN 4102 fire classifications, or IMO marine safety standards.
Top Coats and Surface Finishes
Many PVC coated fabrics receive an additional top coat — a thin finishing layer applied over the PVC to modify the surface. Lacquer top coats improve dirt release and make the surface easier to clean. Anti-block coatings prevent adjacent fabric surfaces from sticking together during storage. Textured finishes can simulate leather or canvas appearances. In architectural applications, PVDF (polyvinylidene fluoride) top coats are used to maximize UV resistance and extend service life beyond 20 years.
How PVC Coated Fabrics Are Manufactured
The manufacturing process for PVC coated fabrics involves several key stages, and the method used directly affects the performance characteristics of the final material.
Knife-Over-Roll Coating
This is the most common coating method for PVC coated fabrics. The base fabric passes under a fixed knife blade while the PVC paste is metered onto the surface. The gap between the knife and the fabric controls the coating thickness. Knife-over-roll is well suited to producing consistent coating weights across wide fabric widths — typically 150 cm to 320 cm. Multiple passes through the coating machine allow for the buildup of heavier coating weights or the application of different formulations in successive layers.
Calendering
In the calendering process, the PVC compound is blended and heated until it becomes a viscous, dough-like mass, then pressed between a series of heated steel rollers (calenders) to form a continuous film. This film is then laminated to the base fabric under heat and pressure. Calendering is typically used for heavier, higher-performance PVC coated fabrics where a uniform, dense coating is required. It produces excellent adhesion and is commonly used in truck tarpaulins, inflatable structures, and industrial curtains.
Spread Coating (Direct and Transfer)
In direct spread coating, the PVC paste is spread directly onto the fabric surface. Transfer coating applies the PVC to a release paper first, then laminates it to the fabric substrate — this produces a cleaner, more uniform surface, particularly useful for PVC coated fabrics intended to simulate leather or for applications requiring tight dimensional tolerances.
Curing and Fusion
After coating, the fabric passes through an oven or a series of heated drums where the PVC plastisol fuses. The fusion temperature typically ranges from 160°C to 200°C. Below this temperature, the PVC remains a loose dispersion with poor adhesion. At the correct fusion temperature, the resin particles dissolve into the plasticizer to form a homogeneous, continuous film with strong adhesion to the substrate yarns.
Types of PVC Coated Fabrics and Their Specifications
PVC coated fabrics are not a single product — they span a wide range of weights, constructions, and performance levels. Understanding the main types helps in selecting the right material for a given application.
| Type | Typical Weight (gsm) | Base Fabric | Primary Applications |
|---|---|---|---|
| Lightweight PVC Coated | 280–450 | Polyester 300D–500D | Banners, signage, inflatable toys |
| Medium-Weight PVC Coated | 500–750 | Polyester 500D–1000D | Awnings, covers, protective clothing |
| Heavy-Duty Tarpaulin Grade | 750–1100 | Polyester 1000D–1670D | Truck tarpaulins, container liners |
| Architectural PVC Membrane | 900–1500 | High-tenacity polyester | Tensile structures, stadium roofs |
| Inflatable Grade PVC Coated | 400–800 | Polyester or nylon | Inflatable boats, rescue equipment |
| Industrial Curtain Grade | 600–1000 | Polyester woven | Warehouse dividers, welding curtains |
FR (Flame Retardant) PVC Coated Fabrics
Flame retardant PVC coated fabrics are formulated with halogenated or non-halogenated flame retardant additives to slow or stop the spread of fire. These are required in public buildings, event tents, theatrical drapes, and vehicle interiors. Common certifications include DIN 4102-B1 (Germany), BS 5867 (UK), NFPA 701 (USA), and EN 13501. The flame retardant formulation does not significantly change the physical appearance of the fabric but substantially alters its reaction to ignition sources.
Anti-UV PVC Coated Fabrics
Standard PVC formulations can degrade under prolonged UV exposure — the plasticizers migrate out, leaving the PVC layer brittle and prone to cracking. Anti-UV grades incorporate UV absorbers and HALS (hindered amine light stabilizers) into the PVC compound, significantly extending outdoor service life. High-quality anti-UV PVC coated fabrics can maintain acceptable physical properties after 5,000 to 10,000 hours of accelerated UV testing, corresponding to 10–20 years of outdoor use in temperate climates.
Anti-Fungal and Mildew-Resistant PVC Coated Fabrics
In humid environments — marine applications, tropical climates, or long-term outdoor storage — standard PVC coated fabrics can support mold and mildew growth on or within the fabric structure. Anti-fungal grades incorporate biocide packages that inhibit microbial growth, maintaining both the appearance and structural integrity of the fabric over time. These are particularly important for boat covers, agricultural storage, and outdoor furniture materials.
Key Properties That Define PVC Coated Fabric Performance
When evaluating PVC coated fabrics, performance is assessed across a standardized set of physical and chemical properties. These metrics allow engineers and procurement specialists to compare products objectively and match material specifications to application requirements.
- Tensile Strength: The force required to break a strip of fabric in both the warp (lengthwise) and weft (widthwise) directions. Measured in N/5cm or kN/m. Heavy-duty tarpaulin PVC coated fabrics typically achieve 3,000–6,000 N/5cm in both directions. Tensile strength is primarily determined by the base fabric construction.
- Tear Resistance: The force required to propagate an existing tear. Measured in Newtons using trapezoidal or tongue-tear test methods. Critical for applications where the fabric is subject to point loads or puncture risks. Values of 400–800 N are typical for medium-weight PVC coated fabrics.
- Peel Adhesion: The force required to separate the PVC coating from the base fabric. Measured in N/5cm. Low peel adhesion indicates delamination risk under stress. Quality PVC coated fabrics achieve peel adhesion values of 150 N/5cm or higher.
- Cold Crack Temperature: The lowest temperature at which the PVC coating remains flexible without cracking. Standard grades achieve –20°C; specialist low-temperature grades can reach –40°C, required for cold climate transport and arctic applications.
- Waterproofness / Hydrostatic Head: A measure of water resistance, expressed in mmH₂O or mbar. PVC coated fabrics are inherently waterproof due to the continuous coating; standard grades exceed 2,000 mmH₂O, and heavy-duty grades can exceed 10,000 mmH₂O.
- Coating Weight and Total Weight: The mass of PVC per unit area (gsm) and the overall fabric weight. These directly affect durability, handling characteristics, and transportation cost.
- UV Resistance: Assessed via accelerated weathering tests (Xenon arc or UV fluorescent lamps) measuring retained tensile strength and color fastness after defined exposure hours.
- Weld Strength (High-Frequency or Hot-Air Welding): PVC coated fabrics can be joined by heat welding. The weld strength — measured as a percentage of base fabric tensile strength — is critical for inflatable structures, large tarpaulins, and waterproof enclosures. Good-quality PVC allows weld strengths exceeding 90% of the parent material strength.
Where PVC Coated Fabrics Are Used: Industry Applications
The versatility of PVC coated fabrics means they appear in a remarkable range of industries and end products. Their combination of strength, flexibility, waterproofness, and processability makes them difficult to replace with alternative materials in many applications.
Transportation and Logistics
Truck curtainsiders and tarpaulins are one of the largest single applications for PVC coated fabrics globally. A standard European curtainsider trailer uses approximately 80–120 square meters of PVC coated tarpaulin fabric, typically weighing 650–900 gsm with flame retardant and anti-UV treatments. The fabric must withstand years of outdoor exposure, frequent handling, and the mechanical stress of road vibration while maintaining waterproofness and tear resistance.
Container liners, flatbed covers, and cargo securing nets also rely heavily on PVC coated fabrics. The global road freight sector consumes millions of square meters of PVC coated tarpaulin fabric annually, making it one of the most important technical textile market segments.
Architecture and Tensile Structures
Architectural membrane structures — tensile roofs, canopies, shade sails, and pneumatic buildings — are increasingly built using high-specification PVC coated fabrics. Major stadium roofs, airport terminal canopies, and exhibition hall covering systems use PVC architectural membranes that must perform reliably for 15–25 years under constant UV exposure, wind load, rain, and snow.
Notable examples include the roofing of the Olympic stadiums and major airport terminals worldwide. These architectural PVC membranes weigh 900–1,500 gsm, incorporate PVDF top coats for maximum UV stability, and are engineered to specific breaking strength and creep resistance requirements. The material's light transmission properties — typically 8–20% for standard white PVC membranes — can also reduce artificial lighting requirements inside covered structures.
Marine and Inflatable Products
PVC coated fabrics are the primary material for inflatable boats, rigid inflatable boats (RIBs), rescue craft, inflatable dock fenders, and life rafts. The material must hold air pressure over extended periods, resist saltwater and UV degradation, flex repeatedly without cracking, and accept high-strength heat welds at tube joints. Hypalon (CSM) and PVC coated fabrics are the two materials used in inflatable boat construction; PVC is significantly more affordable and easier to repair.
Pool liners, water slides, inflatable amusement products, and inflatable rescue mattresses all rely on PVC coated fabrics. The material's ability to be formed into complex three-dimensional shapes by cutting and welding flat panels makes it ideal for these applications.
Industrial and Agricultural Applications
Industrial curtains and strip doors made from PVC coated fabrics are standard in warehouses, food processing facilities, cold stores, and manufacturing plants. They provide thermal separation, noise reduction, and hygiene barriers while allowing forklift and pedestrian access. Clear PVC coated fabrics are used where visibility between areas is needed; opaque grades are used for thermal insulation applications.
Agricultural storage — silage covers, grain store liners, crop protection sheets — uses large volumes of heavyweight PVC coated tarpaulin fabric. A single silage clamp cover on a large farm can require 500–2,000 square meters of heavy PVC coated fabric, renewed every few years as UV degradation and physical wear take their toll.
Advertising, Events, and Display
Frontlit and backlit PVC banner fabrics are the standard materials for large-format advertising prints, building wraps, event backdrops, and exhibition displays. Solvent, latex, and UV-curable inks are printed directly onto the PVC surface using wide-format digital printers. PVC banner fabric weights for outdoor advertising typically range from 440 to 650 gsm, with light transmission properties engineered for frontlit or backlit display applications.
Healthcare and Protective Gear
In healthcare environments, PVC coated fabrics appear in mattress covers, pillow protectors, wipe-clean upholstery for medical furniture, and patient handling equipment. The material's impermeability to liquids is critical for infection control. Medical-grade PVC coated fabrics must pass stringent testing for chemical resistance, cleanability with hospital-grade disinfectants, and in some cases blood barrier performance.
PVC Coated Fabric vs. Other Coated Fabrics: Key Differences
PVC is not the only coating material available. Understanding how it compares to alternatives helps explain why PVC coated fabrics dominate certain markets while other coatings are preferred elsewhere.
| Coating Type | Key Strengths | Key Weaknesses | Typical Uses |
|---|---|---|---|
| PVC | Low cost, weldable, waterproof, flame retardant achievable | Contains chlorine, plasticizer migration, not biodegradable | Tarpaulins, banners, inflatable products, architecture |
| Polyurethane (PU) | Softer hand, breathable grades possible, more eco-friendly | Higher cost, harder to heat weld, less UV stable | Clothing, luggage, medical, military gear |
| Acrylic | Excellent UV resistance, breathable, soft feel | Not fully waterproof without DWR, lower tear resistance | Awning fabrics, outdoor furniture, shade sails |
| Silicone | Extreme temperature range, food safe, biocompatible | Very high cost, cannot be heat welded, limited adhesive bonding | Food processing, high-temperature insulation, aerospace |
| Neoprene / CR Rubber | Chemical resistance, flexibility, good abrasion resistance | Heavy, high cost, limited color range | Wetsuits, chemical protective clothing, industrial hoses |
PVC's primary competitive advantage is its combination of low production cost and heat weldability. The ability to join PVC coated fabric panels using high-frequency (HF) welding or hot-air welding — without adhesives — significantly reduces fabrication costs and produces waterproof seams. This is a major reason PVC dominates the tarpaulin, inflatable, and banner markets despite its environmental drawbacks.
How to Choose the Right PVC Coated Fabric for Your Application
Selecting the correct PVC coated fabric requires a systematic approach. Using an undersized material to save cost typically results in premature failure; specifying an overly heavy material wastes money and may create unnecessary handling difficulties. The following framework guides the selection process.
Step 1: Define the Mechanical Load Requirements
What forces will the fabric need to withstand? A tarpaulin securing cargo on a truck will see wind loading, tie-down strap loads, and impact from road debris. An architectural membrane will see sustained wind pressure and snow loads. An inflatable boat tube will see internal air pressure combined with the bending loads of wave impact. Quantify the loads and match them to tensile strength and tear resistance specifications with an appropriate safety factor.
Step 2: Assess the Environmental Exposure
How long will the fabric be outdoors, and in what climate? Applications in high UV environments (Mediterranean, tropical, high altitude) need anti-UV formulations and PVDF top coats. Applications in cold climates need verified cold crack temperatures. Marine environments need anti-fungal and salt-spray resistance. Applications in food processing or healthcare need specific chemical resistance and cleanability specifications.
Step 3: Identify Regulatory Requirements
Many applications have mandatory certification requirements. Truck tarpaulins in Europe must meet EN 12642 load securing standards. Theatrical drapes and event tent fabrics in the UK must meet BS 5867. Fabrics used in German public buildings must meet DIN 4102-B1. Marine safety equipment must meet IMO and SOLAS standards. Specify only fabrics with verified third-party test certifications for the relevant standards — not just supplier claims.
Step 4: Consider Fabrication Method
How will the finished product be manufactured? If seams are to be made by high-frequency welding, confirm that the PVC formulation is HF-weldable — not all PVC coated fabrics produce satisfactory HF welds. If the fabric will be sewn, consider whether the needle holes will compromise waterproofness and whether a seam sealing tape is needed. If the fabric will be bonded with adhesives, confirm chemical compatibility between the PVC surface and the adhesive system.
Step 5: Request and Verify Test Data
Request complete test data sheets from potential suppliers covering tensile strength, tear resistance, peel adhesion, cold crack temperature, and any relevant certifications. For critical applications, request third-party test reports rather than relying solely on supplier-generated test data. A reputable PVC coated fabric manufacturer will provide independent laboratory test certificates as standard.
Environmental Considerations and the Future of PVC Coated Fabrics
PVC coated fabrics face genuine environmental scrutiny that is reshaping the industry. The chlorine content of PVC, the use of phthalate plasticizers, and the challenges of end-of-life recycling have driven both regulatory pressure and market-led innovation.
Plasticizer Migration and REACH Compliance
The European REACH regulation restricts the use of certain phthalate plasticizers — particularly DEHP, DBP, BBP, and DIBP — in articles where direct skin contact is likely. PVC coated fabrics intended for toys, childrenswear, or medical devices must use REACH-compliant plasticizer systems such as DINP, DIDP, DPHP, or non-phthalate alternatives like DOTP (dioctyl terephthalate). Manufacturers selling into the European market must provide REACH compliance documentation for their PVC coated fabric products.
PVC Recycling: Progress and Limitations
PVC coated fabric recycling is technically possible but logistically complex. The composite structure of PVC and polyester cannot be easily separated by conventional recycling streams. Mechanical recycling — grinding the composite material into recyclate for use in non-critical applications such as flooring underlay or road marking equipment — is the most commercially available route. Chemical recycling processes that separate PVC from polyester are in development but not yet commercially widespread.
Industry initiatives such as the Vinyl 2010 and VinylPlus programmes in Europe have driven significant improvements in PVC recycling infrastructure. VinylPlus reported recycling over 771,000 tonnes of PVC across all applications in 2022, though architectural and technical textile grades remain a small fraction of total PVC recycling volumes.
Alternative and Bio-Based Coated Fabrics
Market pressure and consumer demand are driving development of PVC-free alternatives. PU coated fabrics are gaining market share in applications where environmental or regulatory concerns outweigh cost considerations. Bio-based PU and bio-based PVC (using bio-ethylene as feedstock) are emerging technologies. ETFE (ethylene tetrafluoroethylene) films offer superior UV transmittance and much longer service life for architectural applications, though at significantly higher cost.
For the foreseeable future, however, PVC coated fabrics will remain dominant in high-volume, cost-sensitive applications. The combination of raw material availability, established manufacturing infrastructure, processing characteristics (particularly heat weldability), and cost-performance ratio is very difficult to replicate with alternative coating systems at comparable price points.
Caring for and Maintaining PVC Coated Fabrics
Proper maintenance significantly extends the service life of PVC coated fabric products. Neglect — particularly of dirt buildup, biological growth, and mechanical damage — accelerates degradation and reduces the effective lifespan of even high-quality materials.
Cleaning PVC Coated Fabrics
Most PVC coated fabrics can be cleaned with warm water and a mild detergent. Abrasive cleaning tools should be avoided as they can scratch the surface and damage the top coat. For persistent mold or algae staining, dilute solutions of sodium hypochlorite (household bleach at 1–2% concentration) are generally effective and safe for PVC surfaces. Strong solvents — acetone, MEK, toluene — should be avoided as they can attack the PVC coating and extract plasticizers, leading to surface hardening and cracking.
Truck tarpaulins and outdoor covers should be cleaned at least once or twice per year to remove dirt, bird droppings, and biological growth that, if left in place, can accelerate surface degradation and staining.
Storage of PVC Coated Fabrics
PVC coated fabrics should be stored dry and clean. Storing wet or dirty fabric, particularly rolled in tight rolls, creates conditions favorable for mold growth and can cause surface sticking (blocking) between adjacent layers. Storage in extreme heat — above 60°C — can cause plasticizer migration and surface tackiness. Storage in very cold conditions below the cold crack temperature of the specific PVC formulation can cause brittleness if the fabric is handled or bent while cold.
For long-term storage, rolls should be stored horizontally in a cool, dry environment away from direct sunlight and ozone sources (such as electric motors or welding equipment). Ozone accelerates PVC degradation even at low concentrations.
Repairing Damage to PVC Coated Fabrics
One of the practical advantages of PVC coated fabrics is their repairability. Small tears, punctures, and worn areas can be repaired using PVC repair patches applied with contact adhesive or by heat welding using a hot-air gun with a suitable nozzle. Repair patches should overlap the damaged area by at least 50 mm on all sides for a durable repair. For inflatable products, the patch must be applied to a clean, dry, degreased surface and allowed full cure time before reinflating.