English
English Español
Español русский
русскийNews
Content
- 1 PVC Tensile Fabric: The Industry Standard
- 2 PTFE-Coated Fiberglass: The Premium Long-Life Option
- 3 ETFE Film: Transparency and Lightweight Performance
- 4 HDPE Shade Fabric: Engineered for Solar Control
- 5 Silicone-Coated Fiberglass: Niche High-Temperature Applications
- 6 Head-to-Head Comparison of All Tensile Fabric Types
- 7 How PVC Tensile Fabric Grades Differ
- 8 Fire Performance Standards for Tensile Fabric
- 9 Acoustic and Thermal Characteristics of Tensile Fabric Types
- 10 Seam and Joining Technologies for PVC Tensile Fabric
- 11 Choosing the Right Tensile Fabric for Your Project
Tensile fabric comes in several distinct types, each engineered for specific performance demands. The main categories are PVC tensile fabric, PTFE (polytetrafluoroethylene) fabric, ETFE (ethylene tetrafluoroethylene) film, HDPE shade fabric, and silicone-coated fiberglass. Among these, PVC tensile fabric dominates the global market — accounting for roughly 60–70% of all architectural membrane installations — due to its cost-effectiveness, wide color range, and reliable structural performance across diverse climates. Understanding each type is essential before committing to any tensile structure project, whether it's a canopy, stadium roof, or long-span membrane façade.
PVC Tensile Fabric: The Industry Standard
PVC tensile fabric is made by coating a base polyester yarn grid — the scrim — on both sides with polyvinyl chloride paste. The result is a composite membrane that combines the tensile strength of woven polyester with the weatherproofing, chemical resistance, and aesthetic flexibility of PVC. Standard PVC tensile fabric panels carry tensile strengths ranging from 3,000 N/5 cm to over 10,000 N/5 cm, depending on the thread count and coating weight.
In practical terms, a Grade 6 PVC membrane (approximately 1,050 g/m²) is strong enough to carry dynamic snow and wind loads of 1.5–2.5 kPa without permanent deformation. That load rating covers the vast majority of commercial and public architecture in temperate climates.
Surface Treatments on PVC Tensile Fabric
Raw PVC coatings attract airborne dust and organic debris, which gradually stains the membrane and reduces light transmission. Manufacturers address this with lacquer topcoats, acrylic lacquers, polyvinylidene fluoride (PVDF) finishes, and PVDF/Tedlar laminates. A PVDF-lacquered PVC membrane retains over 90% of its original white luminosity after 10 years of outdoor exposure, compared to roughly 70–75% for untreated PVC of the same base weight. For projects near industrial zones or coastal areas where salt and pollutant deposition is intense, specifying a PVDF or Tedlar topcoat adds roughly 8–15% to material cost but dramatically reduces cleaning frequency from twice-yearly to once every three to four years.
Lifespan and Recyclability of PVC Tensile Fabric
A well-specified PVC tensile fabric installation typically delivers a service life of 15–25 years before degradation of the coating compromises fire performance or structural integrity. End-of-life PVC membranes can be recycled through several European take-back programs — for instance, the Texyloop process converts used PVC-coated polyester membranes back into virgin-equivalent PVC granulate and recovers the polyester scrim for reprocessing. This closed-loop approach reduces lifecycle carbon footprint by approximately 30–40% compared to landfill disposal.
PTFE-Coated Fiberglass: The Premium Long-Life Option
PTFE (polytetrafluoroethylene) coated fiberglass — often marketed under brand names like Tenara or Sheerfill — represents the upper end of the tensile fabric market. The base material is woven fiberglass yarn, which is non-combustible by nature, and the PTFE coating provides an ultra-low friction, chemically inert surface. PTFE membranes carry service life expectations of 30–50 years, with some notable installations such as the Haj Terminal in Jeddah (completed 1981) now exceeding four decades of continuous service.
The non-porous PTFE surface is effectively self-cleaning: rain washes airborne particulates off without leaving stains. Light transmission values typically run between 5% and 20%, giving PTFE structures a luminous, diffuse daylight quality without glare. One limitation is cost — PTFE-coated fiberglass typically prices at three to five times the per-square-meter cost of standard PVC tensile fabric — which makes it most appropriate for landmark permanent structures rather than seasonal or temporary installations.
Fire performance is a key advantage. PTFE/fiberglass is classified as non-combustible under most national building codes, which greatly simplifies permitting for enclosed public spaces such as shopping atriums, airport terminals, and stadium roofs.
ETFE Film: Transparency and Lightweight Performance
ETFE (ethylene tetrafluoroethylene) is not technically a woven fabric but a thermoplastic fluoropolymer film. It is included in the tensile membrane family because it is cut, welded, and tensioned using comparable structural principles. A single layer of ETFE film weighs as little as 150–350 g/m² — approximately 1% the weight of an equivalent glass panel — which dramatically reduces primary structural load requirements and opens up span possibilities that glass cannot achieve economically.
ETFE achieves light transmission values of 90–95% for a single layer, making it the preferred choice when maximum natural daylight is the design priority. The Beijing National Aquatics Center (the "Water Cube"), completed for the 2008 Olympics, used over 100,000 m² of ETFE cushion panels and remains one of the most cited examples of the material's translucency and structural versatility.
ETFE film is typically installed as multi-layer inflated cushion systems rather than single tensioned membranes. The air pressure maintained between layers provides insulation (U-values of 1.5–2.8 W/m²K for two-layer systems) and structural rigidity. However, the mechanical inflation systems require maintenance contracts and backup compressors, adding operational complexity compared to static PVC or PTFE membranes.
HDPE Shade Fabric: Engineered for Solar Control
High-density polyethylene (HDPE) shade cloth occupies a distinct niche within tensile fabric structures. Unlike PVC tensile fabric or PTFE membranes, HDPE shade fabric is an open-weave or knitted structure designed specifically to block solar radiation while allowing air movement. HDPE shade fabrics are available in shade factors from 30% to 95%, enabling precise calibration of solar gain reduction versus natural ventilation.
This makes HDPE the dominant material for carparks, playgrounds, agricultural shade structures, and outdoor hospitality areas in hot climates. A 90% shade factor HDPE canopy over a carpark in Dubai or Phoenix can reduce surface temperatures on parked vehicles by 20–30°C compared to unshaded asphalt, significantly reducing interior cabin temperatures and air conditioning load. Tensile strengths of HDPE shade fabric are lower than coated architectural membranes — typically 1,500–4,500 N/5 cm — so structural designs must account for this when specifying wind uplift and snow load resistance.
HDPE shade fabric is UV-stabilized during manufacturing, and quality commercial grades carry 10-year UV stability guarantees. The porous open structure means the fabric does not collect standing water, eliminating ponding loads that must be considered with impermeable PVC tensile fabric in low-slope installations.
Silicone-Coated Fiberglass: Niche High-Temperature Applications
Silicone-coated fiberglass membranes are the least common tensile fabric type in general architecture but fill a critical role in high-temperature and food-processing environments. The silicone elastomer coating remains stable from -60°C to +230°C continuously, with short-term peaks tolerated up to 300°C. This thermal range far exceeds the operational limits of PVC tensile fabric (typically rated to 70°C continuous service) and makes silicone/fiberglass the default choice for canopies over industrial ovens, foundry covers, and heat-exhaust zones in manufacturing facilities.
Silicone coatings are also food-safe, non-toxic, and resistant to most acids, alkalis, and cleaning agents used in food production. These properties have led to growing adoption in tensile roof structures over food markets and processing facilities, where frequent high-pressure steam cleaning is routine. The tradeoff is cost: silicone-coated fiberglass runs significantly more expensive than PVC tensile fabric and even PTFE membranes in some configurations.
Head-to-Head Comparison of All Tensile Fabric Types
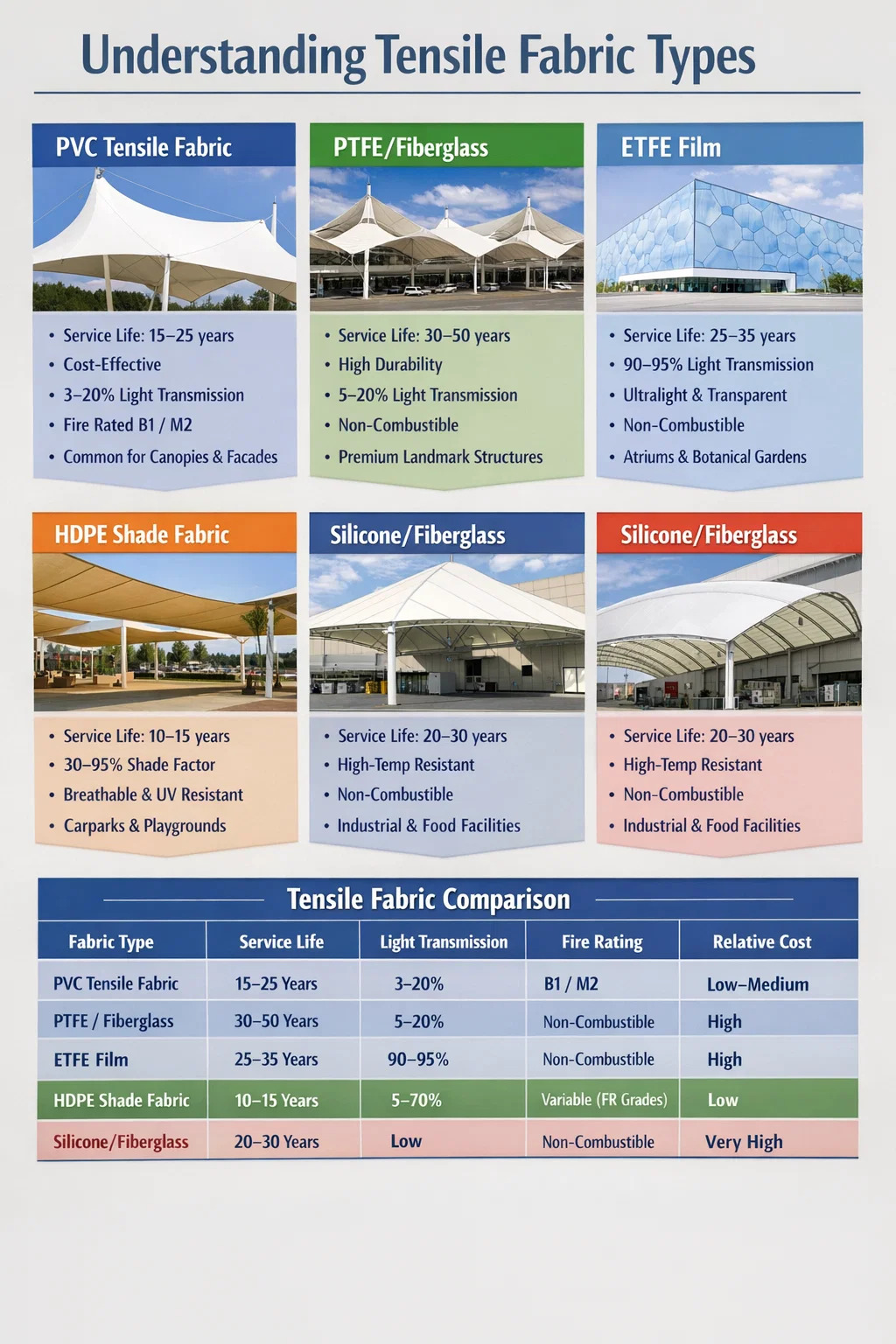
The table below summarizes the key performance and commercial attributes of each major tensile fabric type to assist specification decisions.
| Fabric Type | Typical Service Life | Light Transmission | Fire Rating | Relative Cost | Best Use Case |
|---|---|---|---|---|---|
| PVC Tensile Fabric | 15–25 years | 3–20% | B1 / M2 (with treatment) | Low–Medium | Commercial canopies, event structures, façades |
| PTFE/Fiberglass | 30–50 years | 5–20% | Non-combustible | High | Airports, stadiums, landmark roofs |
| ETFE Film | 25–35 years | 90–95% | Non-combustible | High | Atriums, botanical houses, façades needing max light |
| HDPE Shade Fabric | 10–15 years | 5–70% (open weave) | Variable (FR grades available) | Low | Carparks, playgrounds, agriculture |
| Silicone/Fiberglass | 20–30 years | Low (opaque grades) | Non-combustible | Very High | Industrial high-temp zones, food processing |
How PVC Tensile Fabric Grades Differ
Not all PVC tensile fabric is the same. The market segments into weight grades — commonly Grade 2 through Grade 9 — and within each grade, quality tiers vary significantly by scrim construction, PVC compound formulation, and topcoat technology. Here is how the key grades break down in practical application:
- Grade 2–3 (400–600 g/m²): Lightweight exhibition halls, temporary event marquees, short-term shade sails. Tensile strength typically 2,500–4,000 N/5 cm. Not recommended for permanent structures in high-wind zones.
- Grade 5–6 (750–1,100 g/m²): The workhorse of commercial architecture — tensile canopies, pedestrian walkways, transit shelters, and façade cladding. Tensile strength 5,000–7,500 N/5 cm. Typically rated 15–20 year service life with PVDF topcoat.
- Grade 8–9 (1,200–1,600 g/m²): Stadium roofs, large-span transport hubs, tensile façades carrying wind pressures exceeding 2 kPa. Tensile strength 9,000–12,000 N/5 cm. Often specified with Tedlar laminate for maximum weather resistance and longevity.
The scrim architecture inside the PVC also matters. A plain weave scrim offers uniform tensile strength in both warp and weft directions — preferred for biaxially prestressed membrane structures. A leno weave or insert-yarn scrim offers higher strength in one direction and is used in unidirectional tensile applications such as barrel vault canopies.
Fire Performance Standards for Tensile Fabric
Fire performance is a non-negotiable specification factor for any enclosed or semi-enclosed tensile structure. Standards vary by region:
- Europe: EN 13501-1 reaction-to-fire classification. PVC tensile fabric with FR treatment typically achieves Class B-s2, d0 or Class C-s2, d0. PTFE and ETFE achieve Class A2-s1, d0 (non-combustible).
- France: M-classification system. PVC tensile fabric with appropriate treatment achieves M2 (flame retardant), which is required for covered public gathering spaces.
- USA: NFPA 701 and ASTM E84. Quality architectural PVC membranes achieve a Class A flame spread index (FSI ≤ 25).
- Australia/New Zealand: AS/NZS 1530.3. PVC tensile fabric used in Class 9 assembly buildings typically requires an Ignitability Index ≤ 6 and Spread of Flame Index ≤ 0.
Flame retardant additives in PVC tensile fabric are incorporated at the compounding stage, not applied as a surface coating, which means FR performance does not diminish after cleaning or abrasion. This is a critical distinction to verify when reviewing product technical data sheets — surface-applied FR treatments on budget membranes degrade over time and lose their certification compliance.
Acoustic and Thermal Characteristics of Tensile Fabric Types
Acoustic performance is frequently overlooked during material selection but becomes critical in covered public spaces. PVC tensile fabric is a reflective surface — sound absorption coefficients (αw) typically range from 0.05 to 0.15 — meaning reverberant noise builds up in membrane-covered environments unless absorbent liners or secondary acoustic panels are integrated. Stadium design teams regularly use a secondary acoustic liner of perforated PVC tensile fabric with an insulating batting layer to bring reverberation times in covered grandstands down from 3–5 seconds to the target 1.5–2 seconds for speech intelligibility.
Thermal performance of single-layer PVC tensile fabric is modest. A standard 900 g/m² PVC membrane has a U-value of approximately 5.5–6.5 W/m²K, providing minimal insulation on its own. Double-layer PVC systems with an air gap or insulation fill can achieve U-values of 1.5–3.0 W/m²K, making them viable for seasonally enclosed spaces. ETFE cushion systems, by contrast, achieve U-values of 1.0–2.0 W/m²K with two-layer systems and below 1.0 W/m²K with three or more layers plus argon fill.
Solar reflectance is another thermal driver. A white PVC tensile fabric with PVDF topcoat can achieve solar reflectance values of 0.65–0.75 (TSR), substantially reducing solar heat gain under the canopy compared to darker PVC options (TSR 0.10–0.30) or bare metal roofing (TSR 0.20–0.40). This is a significant energy efficiency advantage for outdoor hospitality spaces seeking shade without excessive heat accumulation.
Seam and Joining Technologies for PVC Tensile Fabric
The structural integrity of a tensile membrane is only as reliable as its seams. PVC tensile fabric panels are joined using two primary methods:
- High-frequency (HF) welding: An electromagnetic field oscillates the PVC molecules at the seam line, generating heat that fuses the two layers into a homogeneous bond. Properly executed HF welds achieve seam strengths of 85–100% of the parent membrane, meaning the seam does not create a structural weak point. This is the industry standard for all commercial PVC tensile fabric fabrication.
- Hot-air welding: A stream of heated air (250–400°C) softens the PVC surfaces, which are then pressed together under roller pressure. Used for on-site repairs and curved or irregular seam geometries where HF welding platens cannot reach. Seam strength typically 75–90% of parent fabric.
PTFE-coated fiberglass cannot be HF welded because the fiberglass base does not respond to electromagnetic excitation, and the PTFE coating is thermally stable and non-fusible below 327°C. Instead, PTFE panels are joined mechanically using PTFE-coated steel clamping bars and bolted lap joints, which requires wider seam overlaps (typically 50–100 mm versus 15–25 mm for PVC HF welds) and adds fabrication complexity.
Edge termination of PVC tensile fabric uses several strategies: rope-in-channel (a PVC-coated steel cable embedded in a welded hem that engages a continuous aluminum extrusion profile), bolt rope (a continuous round bead along the panel perimeter), and plate-and-bolt connections for highest-load concentrated anchor points. The selection of edge termination affects both the visual detail of the finished installation and the maximum load transfer capacity at each anchor.
Choosing the Right Tensile Fabric for Your Project
The decision tree for tensile fabric specification generally follows this logic:
- Budget and project life: If the design life is under 20 years or the budget is constrained, PVC tensile fabric with PVDF topcoat is almost always the correct answer. For 30+ year landmark structures, PTFE or high-grade ETFE justifies the premium.
- Light requirements: Maximum natural daylight? Specify ETFE film. Controlled diffuse daylight? White or light-colored PVC or PTFE. Solar exclusion with ventilation? HDPE shade fabric.
- Fire classification requirements: Check the local building code requirement for the occupancy class. If non-combustible classification is mandatory (EN A2 or equivalent), PTFE or ETFE are the only membrane options. If Class B or C is acceptable, PVC tensile fabric with integral FR treatment qualifies.
- Environmental exposure: High pollution or coastal salt exposure? Prioritize PVDF or Tedlar topcoat on PVC, or select PTFE for zero-maintenance appearance. High-temperature industrial zone? Specify silicone-coated fiberglass.
- Structural span and load: For spans exceeding 40–50 m and high dynamic loads, structural engineering analysis will drive fabric weight selection. Work with the membrane fabricator early to confirm that the chosen PVC tensile fabric grade meets the calculated stress values at all connection points.
No single tensile fabric type dominates all applications. However, for the combination of structural performance, design versatility, cost efficiency, and practical installation characteristics, PVC tensile fabric remains the most widely applicable material in the market, serving projects from temporary market canopies to multi-thousand-square-meter permanent roofs. Understanding the full range of types — and where PVC tensile fabric sits within that spectrum — gives designers and project managers the foundation to make confident, specification-grade decisions from the earliest stages of design.